ZQC — Zero Quality Check — метод «Нулевой контроль качества», сформулированный Сигео Синго и описанный им в книге Zero Quality Control: Source Inspetion and Poka-yoke System. Информация о ZQC малоизвестна в России. Этой серией переводов я восполню данный пробел.
Этап 3: Встреча с последовательными проверками и самоконтролем
Применение концепции пока-йоке на многочисленных заводах принесло успех, превзошедший мои ожидания. Однако, к сожалению, хотя устройства пока-йоке хорошо себя зарекомендовали в ситуациях, позволяющих использовать методы физического обнаружения, существует удивительное количество вещей, которые можно проверить только с помощью методов сенсорного обнаружения. В таких случаях применять подход пока-йоке нельзя.
Несмотря на то, что методы SQC (статистического контроля качества) давали заметно лучшие результаты, чем традиционные методы контрольных проверок, я все же чувствовал, что чего-то не хватает. В частности, я задавался вопросом, почему при правильном применении метод пока-йоке способен полностью устранить дефекты, в то время как методы SQC могут только снизить уровень дефектов. Я пришел к выводу, что, хотя система SQC характеризовалась информативными проверками, ответ на вопрос заключался в том, что обнаружение отклонений осуществлялось выборочно, а корректирующие действия происходили медленно. Я подумал, что если это так, то самоконтроль может подтолкнуть к более быстрым действиям . Мне казалось, что ответ заключается в том, чтобы работник, занимающийся обработкой, и выполнял проверку, и осуществлял корректирующие действия.
Однако, учитывая продолжительное внимание к объективности проверок, эта концепция имела недостаток из-за предположения, что, если участвующий работник будет сам проверять свою работу, он будет склонен пойти на компромисс в отношении качества или может случайно пропустили дефекты. Вот почему всегда подчеркивалась необходимость гарантировать независимость проверок — из-за идеи, что проверки должны проводиться незаинтересованными инспекторами.
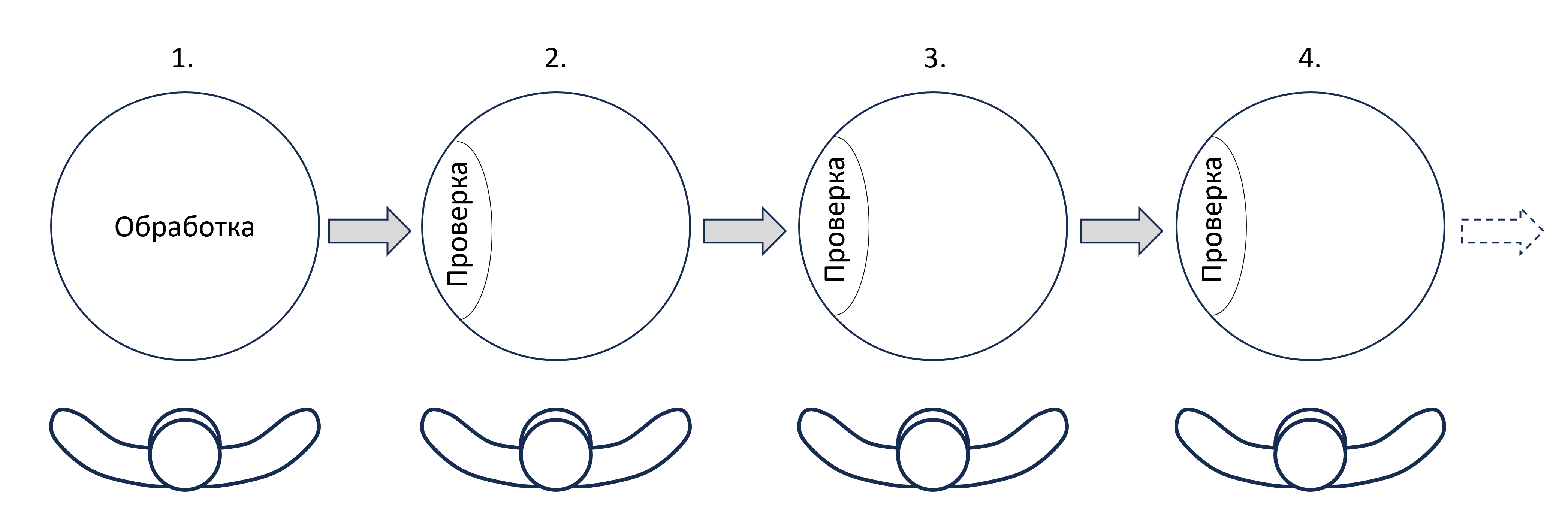
Поскольку это неизбежно замедляло корректирующие действия, мне пришло в голову, что необходимость объективных проверок не требует, чтобы проверки проводились (как это обычно бывает) в конце рабочего процесса. Почему бы не поручить проверку ближайшему коллеге? «Ближайший коллега», например, оператор следующего процесса, мог бы с таким же успехом взять на себя роль инспектора. Преимуществом этого подхода будет то, что информация о любой обнаруженной аномалии может быть немедленно передана работнику предыдущего процесса. Так была придумана система последовательных проверок. Этот метод продемонстрировал значительные успехи в последующих экспериментальных применениях на ряде предприятий (рис. 4-2).
Рис. 4-2. Последовательные проверки
В 1963 году я работал консультантом в телевизионном подразделении Моригучи компании Matsushita Electric. Г-н Кисида, руководитель подразделения, рассказал мне, что его завод внедрил систему SQC из-за 15-процентного уровня дефектов технологического процесса. Методы SQC, наряду с активным использованием контрольных карт и деятельности кружков контроля качества, снизили уровень дефектов до 6,5 процентов, но впоследствии он так и остался на этом уровне. Господин Кисида все еще был недоволен этим результатом и спросил меня, есть ли какие-нибудь другие методы, которые он мог бы использовать.
После долгих раздумий я предложил ему попробовать систему последовательных проверок. Я объяснил ему метод, и новую систему быстро внедрили. Месяц спустя уровень межпроцессных дефектов упал до 1,5 процента. Три месяца спустя этот показатель упал до 0,65 процента, а процент брака на последнем этапе снизился до 0,016 процента.
Воодушевленный успехом системы последовательных проверок, я понял, что система самоконтроля позволит еще быстрее предпринять корректирующие действия. Однако считалось, что самоконтроль имеет недостатки из-за склонности рабочих идти на компромиссы и непреднамеренно игнорировать проблемы.
Однако эти проблемы касались сенсорных проверок, и меня осенило, что в тех случаях, когда можно использовать устройства пока-йоке, система самоконтроля даже лучше, чем система последовательных проверок. Помня об этом, я активно разрабатывал устройства пока-йоке и работал над расширением использования систем последовательных проверок. В тех случаях, когда было технически или экономически невозможно применить методы пока-йоке к системам самоконтроля, мы старались включить функции пока-йоке в системы последовательных проверок.
Этот способ использования систем самоконтроля и систем последовательных проверок оказался заметно более успешным, чем системы SQC, использующие контрольные карты.
Тем не менее, эти системы самоконтроля и системы последовательных проверок оставались подходами, основанными на идее информативных проверок, и в этом смысле были основаны на тех же концепциях, что и системы контрольных карт на основе SQC. Причина, по которой они добились гораздо большего успеха в сокращении дефектов, я думаю, заключалась, в большей мере, в том факте, что обнаружение отклонений осуществлялось посредством 100-процентных проверок, а не выборочных проверок, а когда возникали отклонения, корректирующие действия осуществлялись чрезвычайно быстро.
Подобные соображения уже выходили за рамки индуктивной статистики, и я чувствовал, что моя уверенность в системах SQC, основанных на статистике, быстро разрушается. И все же я все еще был очарован своим предвзятым мнением о том, что методы контроля качества, подкрепленные научной статистической теорией, превосходят другие. Я все еще не мог полностью избавиться от этой мысли.
Где найти оригинал
На русском языке книга Синго не публиковалась. Англоязычную версию можно поискать, например, на Amazon.