Попалась интересная статья Alejandro Sibaja в его блоге Lean Manufacturing & SixSigma о том, как правильно рассчитывать количество операторов для обслуживания производственной линии или для работы в ячейке. В статье используется большое количество разных терминов, описывающих ритм или скорость работ, и это может вас запутать, но иллюстрации делают примеры абсолютно прозрачными. Привожу перевод этой статьи:
«Эта статья основана на моем опыте работы консультантом.
После большого количества кайдзен-мероприятий я обнаружил 2 вида непонимания того, как рассчитать количество операторов, необходимых для работы на производственной линии или в производственной ячейке.
Когда вы вводите в действие стандартизированную работу, первое, что вам нужно сделать чтобы определить сферу вопросов, это установить время такта на основе уровня потребительского спроса, например время такта (Takt Time, TT) в 30 секунд означает, что нужно установить ритм в 120 изделий в час (Unit Per Hour, UPH).
После этого возникает следующий вопрос: сколько рабочих необходимо в производственной зоне для того, чтобы поддерживать этот темп? Ответ зависит от того, сколько всего работы выполняется в рабочей зоне и как это соотносится со временем такта (TT).
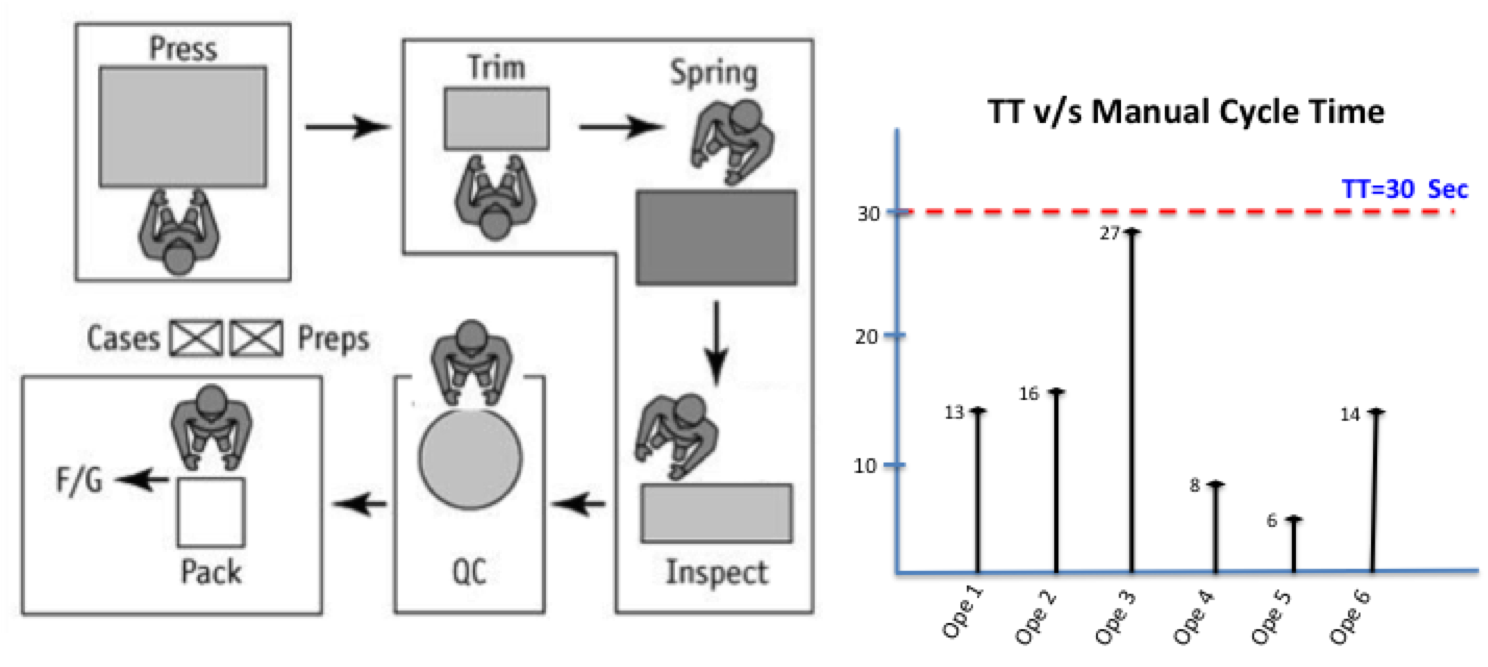
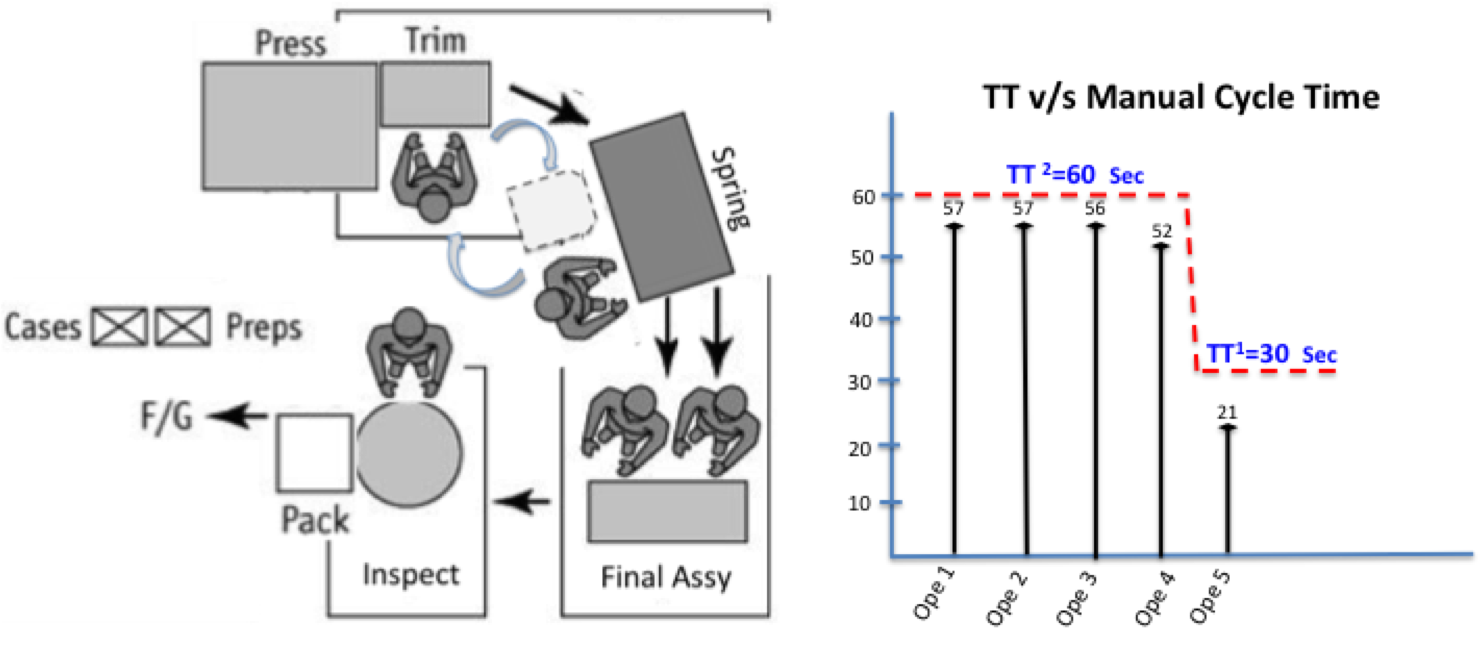
Во многих отраслях этот график называют «Соотношение времени такта (Takt Time) и времени цикла оператора (Manual Cycle Time)«.
Чем больше объем работы, тем больше нужно операторов для того, чтобы ее выполнить, чем меньше общий объем работы, тем меньше нужно операторов.
Непонимание №1
Я обнаружил, что неправильно понимают, что такое «общий объем работ»(Overall Work Content), многие люди используют для расчета общее время цикла (оператор + станок) (Cycle Time Complete ((Machine + Manual)), и это неверно, они должны использовать общий объем «ручных» работ (общее время цикла оператора) («Manual»Overall Work Content (Total Manual Cycle Time).
Пожалуйста, посмотрите пример:
Количество операторов = Сумма (Время цикла каждого оператора) / время такта = 84 с / 30 с = 2,8 = 3 оператора.
Расчет показывает, что эта производственная ячейка может функционировать при наличии трех операторов.
Непонимание №2
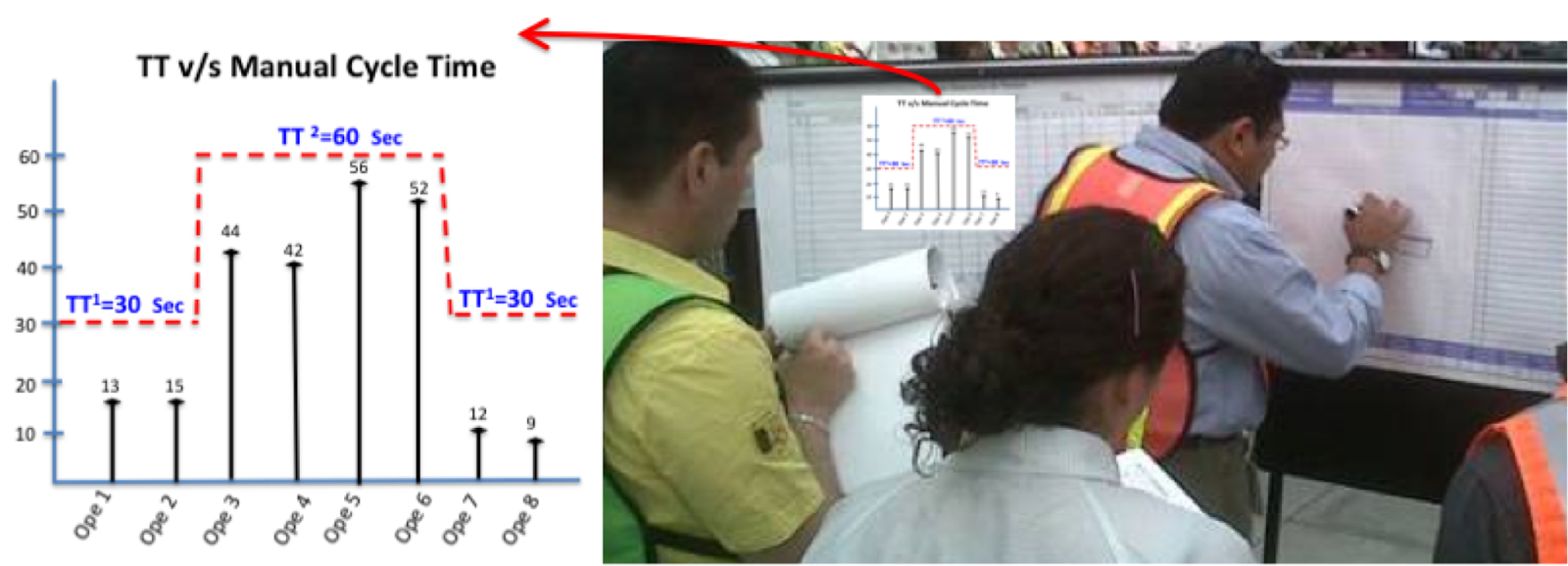
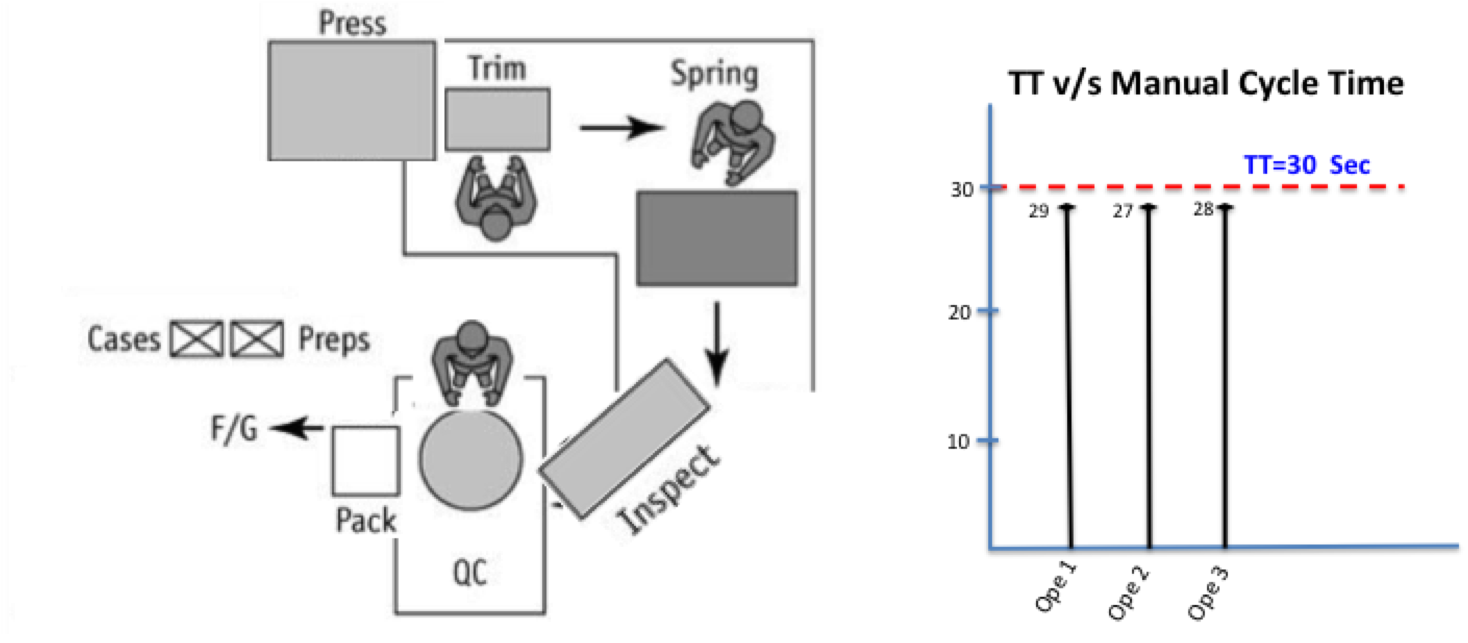
Другое непонимание связано с изменением времени такта (TT) на разных операциях: многие люди не умеют использовать это понятие для интерпретации и расчета количества операторов, когда они работают параллельно.
Вот пример. Когда есть операции, которые невозможно разделить, всю работу от начала и до конца должен выполнить один оператор. И если его время цикла больше, чем время такта (Takt Time) , то тогда для того, чтобы уложиться в это время такта вам нужно иметь больше одного оператора. Это означает, что когда два или больше операторов выполняют одну и ту же работу параллельно, для этой операции время такта (Takt Time) должно быть другим.
Вы никогда не должны усреднять этих операторов при оценке объема ручной работы (Manual Work Content), нужно представить, как это работает и использовать для расчета другое время такта (Takt Time).
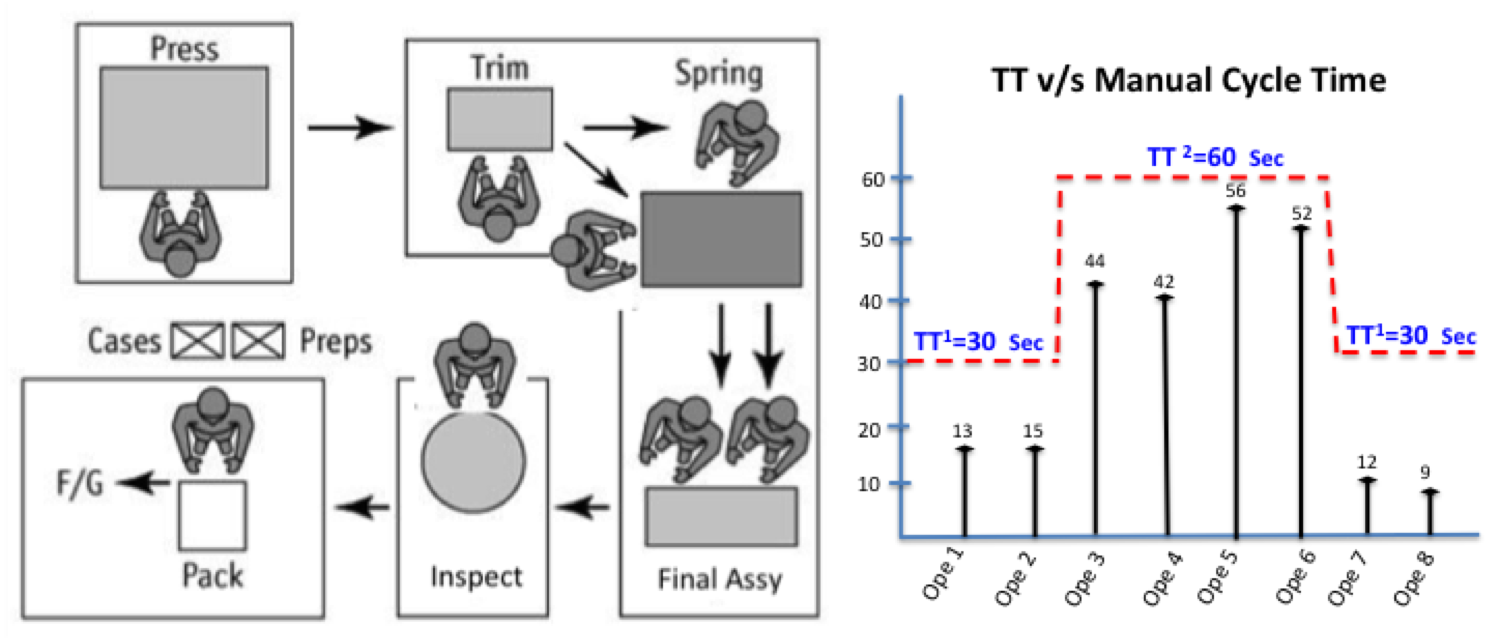
Пожалуйста посмотрите пример:
Количество операторов: Сумма (время цикла каждого оператора первой группы) / первое время такта + Сумма (время цикла каждого оператора второй группы) / второе время такта = 50 с / 30 с + 195 с / 60 с = 1,66 +3,25 = 4,9 = 5 операторов.
Расчет показывает, что эта производственная ячейка может работать при наличии всего пяти операторов. Обратите внимание, что здесь два времени такта, но пусть вас это не путает, т.к. на последней операции ячейка работает со временем такта в 30 секунд, что эквивалентно 120 изделиям в час.
Я надеюсь, это окажется полезным для вашего следующего кайдзен-мероприятия.»
Комментарий от автора сайта
Я указал авторские названия отдельных терминов, чтобы было проще сопоставлять иллюстрации с текстом, и хотя автор иногда говорит об объеме ручной работы, а иногда об общем объеме ручной работы, хотя имеет в виду одно и тоже, но в целом мне показалось, что все достаточно понятно, тем более что рисунки ячеек позволяют разобраться, какие операции в каждом примере выполняет каждый из операторов, и какие виды операций они совмещают. Тем не менее, если вы запутаетесь — пишите вопросы в комментариях, постараюсь ответить.
Валер, сверился со статьей-оригиналом. Оказывается афтар непричем. А вот переводчику следует обратить внимание на другие варианты перевода фразы «representation of TT».











Фраза «Другое непонимание связано с изменением времени такта (TT) на разных операциях…» вводит в заблуждение (и это мягко говоря).
За слова «а все таки время такта можно измерять!» в средние века жгли на костре. Сейчас достаточно написать в коментах «афтар жжет».
Валер, сверился со статьей-оригиналом. Оказывается афтар непричем. А вот переводчику следует обратить внимание на другие варианты перевода фразы «representation of TT».