Так уж повелось, что во времена массового производства широкое распространение получила универсализация оборудования — появилось множество «универсальных» станков, т.е. станков, которые могут осуществлять большой спектр операций определённого типа.
Например, на токарном станке можно уменьшить внешний диаметр вала, сделать в нем отверстие вдоль оси вращения, или нарезать резьбу.
На пресс можно установить ту или иную пресс-форму и получать с помощью разных пресс-форм разные детали.
На станке с ЧПУ можно задать программу, которая позволит видоизменять алгоритм обработки в зависимости от того, что вам нужно.
С другой стороны, каждый раз нам нужно что-то конкретное, особенное — либо такое, какое попросил клиент, либо такое какое определили наши конструкторы.
И чтобы научить наш универсальный станок делать те детали которые нам нужны в данный конкретный момент времени, нам нужно его настроить — поменять механику движений или программу управления.
Чем больше разнообразие операций, которые мы делаем на одном станке, тем больше переналадок на нём регулярно делается.
И каждая переналадка — это акт превращения универсального станка в специализированный станок.
При этом если говорить о производимой продукции, то во многих отраслях развитие или расширение ассортимента достигается за счет использования идеи комбинирования нескольких узлов или компонентов конечного продукта или услуги — для сокращения затрат в производстве мы стремимся сделать универсальные узлы, из которых можно «накомбинировать» всё, что потенциально просит клиент.
В станкостроении же пока более широко распространена идея «универсализации», а комбинирование узлов — пока еще встречается довольно редко.
Но если доступные для производства станки в основном универсальные, а производятся на них достаточно конкретные и специфические детали или компоненты, то как сделать так, чтобы переналадка станка, то бишь превращение одной специализированной конфигурации универсального станка в другую, происходила максимально быстро?
Переналадка в одно касание (One-touch-exchange-of-die, OTED, продвинутая версия SMED или Single-minute-exchange-of-die) возможна только в одном случае — если весь набор наладок/настроек/коррекировок делается одним махом, одним физическим изменением, одним движением.
Иначе говоря — одни «блок настроек» из станка вынул, другой «блок настроек» в станок засунул — и всё готово к производству.
Этот «блок настроек» может включать в себя большое количество сущностей:
детали
инструмент
оснастку
положение всех трех этих типов объектов в пространстве
программа обработки
состояние вспомогательных систем (охлаждение, нагрев, подача воздуха и других активных сред)
навыки выполнения вспомогательных операций оператором
и так далее.
Если всё это можно «одним движением» вынуть и заменить — то мы получаем моментальную переналадку, а в качестве бонуса — идею комбинирования «блока настроек», т.е. чтобы постоянно иметь станок в работоспособном состоянии, нам надо иметь комбинируемые «блоки настроек», которые легко менять местами.
Если мы можем это делать — то сделанный производителем «универсальный» станок мы моментально делаем «специализированным» в любой нужной нам форме специализации, при этом если готового «блока настроек» на новый заказ/продукт/услугу нет, то можно так же моментально перейти в режим «универсальности» и работать пусть и менее эффективно, но зато с результатом для заказчика.
У вас ест такие «блоки настроек», которые можно менять одним движением? Поделитесь в комментариях…
Просто для примера
Робот-манипулятор, типа того, который показан на рисунке ниже, можно вполне запрограммировать брать из ящика с болтами один болт и устанавливать его в нужной позиции для скрепления деталей.
Придётся неслабо поработать над программой распознавания болтов, над захватом «произвольно спозиционированного болта в коробке», поворотом его в заданное положение и помещением в заданное место конструкции.
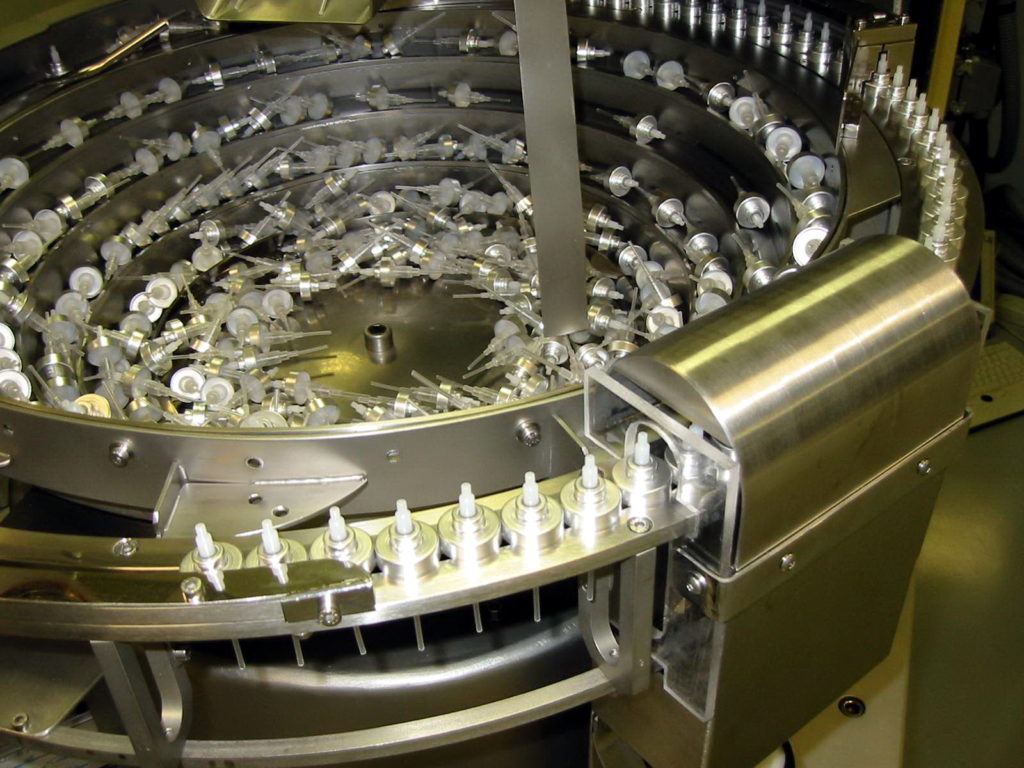
Как альтернатива. можно не программировать «поворот болта шляпкой кверху», а использовать вибробункер, как тот, что показан ниже.
«Запрограммировать» его — задача другого рода, надо выбрать подходящие направляющие, упоры и так далее. И хотя это тоже непростая работа, она будет явно дешевле, чем программирование универсального робота- руки.
Более того, если вибробункер подаёт спозиционированные в пространстве детали в нужное место этого самого пространства, то и манипулятор нам не нужен, а относительно примитивные механические приспособления можно задействовать для сборочных операций.
Фото робота Kuka взято здесь. Фото вибробункера — здесь.